







創恒S鉆助力Q355C疊層加工,壽命翻倍+效率提升30%!
在工程機械制造領域,疊層工件鉆孔一直是個“硬骨頭”,材料硬度較高、層間應力復雜,對刀具的耐磨性、穩定性提出雙重考驗。某工程機械制造企業在 Q355C 疊層鋼板加工時曾面臨不小的難題,而創恒S鉆的出現,在加工效率和刀具壽命方面,為其帶來了相當明顯的提升!
客戶痛點:疊層加工卡脖子,刀具壽命成瓶頸
這家企業的主要加工產品是Q355C疊層配件,其中50mm厚度的疊層件尤為考驗刀具性能。此前,客戶使用某國產皇冠鉆加工,雖然能完成生產,但一個刀片能加工130件工件,頻繁換刀不但拖慢生產進度,還增加了刀具采購成本。“能不能讓刀具壽命再提一提?”這是客戶迫切的需求。


加工條件:“硬骨頭不好啃”,現場情況需了解
我們來看看這次加工的設備參數和基礎條件。
機床類型: 加工中心 機床型號:VM-1270GII 主軸功率: 15KW 主軸接口:BT50 數控系統: FANUC 冷卻方式:外冷 冷卻壓力: 5bar 回轉精度:0.01mm 加工材料: 355C 鉆削厚度:25mm和50mm(50mm為疊層) |

原刀具表現:勉強達標,但潛力不足
原刀具Φ20.3的表現力為10秒/孔,壽命130件。這個數據對于批量生產的工程機械配件來說,顯然不夠“解渴”,換刀停機時間長、刀具消耗快,直接制約了產能提升。
創恒 S 鉆登場:性能提升,用數據說話!
針對客戶痛點,我們推薦了創恒S鉆,實際應用效果令人驚艷:


友商皇冠鉆 | 創恒S鉆 | 提升幅度 | |
加工材料 | 355C | 355C | / |
鉆削厚度 | 50mm | 50mm | / |
轉速 | 945r/min | 1255r/min | +33% |
轉進給 | 0.15mm/r | 0.17mm/r | +13% |
單孔用時 | 20 秒 | 14 秒 | 效率提升43% |
壽命 | 130 件 | 260 件 | 壽命提升100% |
孔徑擴張量 | +0.05mm | +0.05mm | 達標且穩定 |
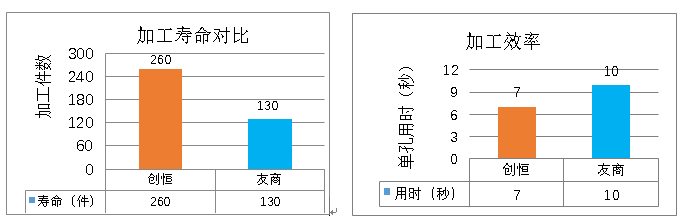
從數據能清晰看出,S鉆不但在效率上“提速”,更在壽命上實現了翻倍突破!

成孔粗糙度Ra6.3
客戶效益:降本 + 增效,實打實的提升
Q355C 疊層加工的難題,曾讓不少企業倍感棘手。而創恒 S 鉆用實實在在的案例證明:選對刀具,不但能攻克加工痛點,更能成為降本增效的得力助手!若您正面臨類似的加工困擾,歡迎隨時留言咨詢,我們的技術團隊將為您量身定制解決方案~

 瀏覽器自帶分享功能也很好用哦~
瀏覽器自帶分享功能也很好用哦~未來,我們秉承“創新發展,合作共贏”理念,貫徹“提供高效精密切削刀具”這一使命,繼續專注于深耕高效切削技術,力求成為您更可信賴的刀具制造品牌


